





3D printing for industrial purposes
Learn about the advantages and disadvantages of various methods of industrial 3D printing, materials that are commonly used, and more
Read articleLearn how castable FDM prints can be used to produce low-cost metal parts via investment casting.

Castable FDM patterns, when used in conjunction with the investment casting process, can be used to produce large metal parts at very low cost, with features that would not be possible using traditional manufacturing techniques.
This article explains the benefits of using FDM 3D printed patterns and provides a framework for decision making on when to use this process over alternative methods, like DMLS, or CNC.
For low volume production of metal parts investment casting, CNC machining and DMLS are all viable solutions. The advantages of each method of manufacturing are summarised and compared below. More details on each method can be found further down in this article. It’s important to note that everything is ultimately dependent on the geometry of the design and the table does not always apply. It’s intended as a general guideline for decision making.
| Method of Manufacturing | Pattern Making Technique | Pattern Format |
|---|---|---|
|
CNC
Fast turn-around time
High dimensional accuracy
Low cost only for small / medium sized parts
Design limitations
|
||
|
Investment casting
Low cost
Highly complex geometries (non-machinable designs)
Moderate turn-around time
Good dimensional accuracy
|
CNC |
CNC metal die (> 50 parts)
All sizes
High feature detail
High cost (die)
|
|
CNC pattern (wax) (< 50 parts)
All sizes
High feature detail
Low / moderate cost
|
||
| 3D Printing |
SLA / DLP pattern (wax / plastic) (< 50 parts)
Low cost
Extreme feature detail
Only low cost for small parts
|
|
|
FDM pattern (plastic) (< 50 parts)
Lowest cost
Moderate feature detail
Design limitations
|
||
|
DMLS
High dimensional accuracy
High complex geometries (non-machinable designs)
Moderate turn-around time
High cost
|
A cost comparison of each of the technologies shown above is illustrated in the table below. 3 different parts were compared, each with varying geometries. All quotes are for parts made from stainless steel. All parts are approximately 150mm x 130mm x 55mm in size.
| CNC | DMLS | Investment casting (3D printed pattern) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Number of parts | 1 | 5 | 25 | 1 | 5 | 25 | 1 | 5 | 25 |
|
$2,705 LT: 3 days | $11,610 LT: 5 days | $51,350 LT: 7 days | $1,990 LT: 7 days | $9,200 LT: 7 days | $45,800 LT: 14 days | $105 LT: 14 days | $480 LT: 14 days | $2260 LT: 21 days |

|
$730 LT: 3 days | $3,400 LT: 4 days | $16,100 LT: 10 days | $2,555 LT: 7 days | $12,115 LT: 14 days | $59,925 LT: 14 days | $140 LT: 14 days | $632 LT: 14 days | $3100 LT: 21 days |
|
$660 LT: 3 days | $3,000 LT: 4 days | $14,300 LT: 10 days | $1,760 LT: 7 days | $8,130 LT: 14 days | $39,980 LT: 14 days | $160 LT: 14 days | $720 LT: 14 days | $3390 LT: 21 days |
DMLS is a powder bed fusion technology that is used to produce metal parts to a high level of dimensional accuracy. The additive nature of 3D printing means that very complex designs are able to be created. The design freedom offered by DMLS has seen it adopted by many industries (automotive and aerospace) where weight optimisation and performance are critical (the cost of operating a commercial aircraft is roughly €1000/kg meaning any weight saving result in significant savings in operation costs). This has seen these industries willing to justify the high per part cost of DMLS based on the cost savings of producing complex lighter parts. It is always advisable to compare the cost of using a 3D printing service provider and buying your own metal 3D printer.
DMLS can produce parts from a large range of metals including aluminium and stainless steel as well as exotic biocompatible materials used in dentistry and medical industries like titanium. The main limitations of DMLS are the high cost, small build size and long lead times compared to other 3D printing technologies. Parts also require support material to limit the likelihood of distortion and warping occurring and this must also be removed after printing further increasing lead time and cost.

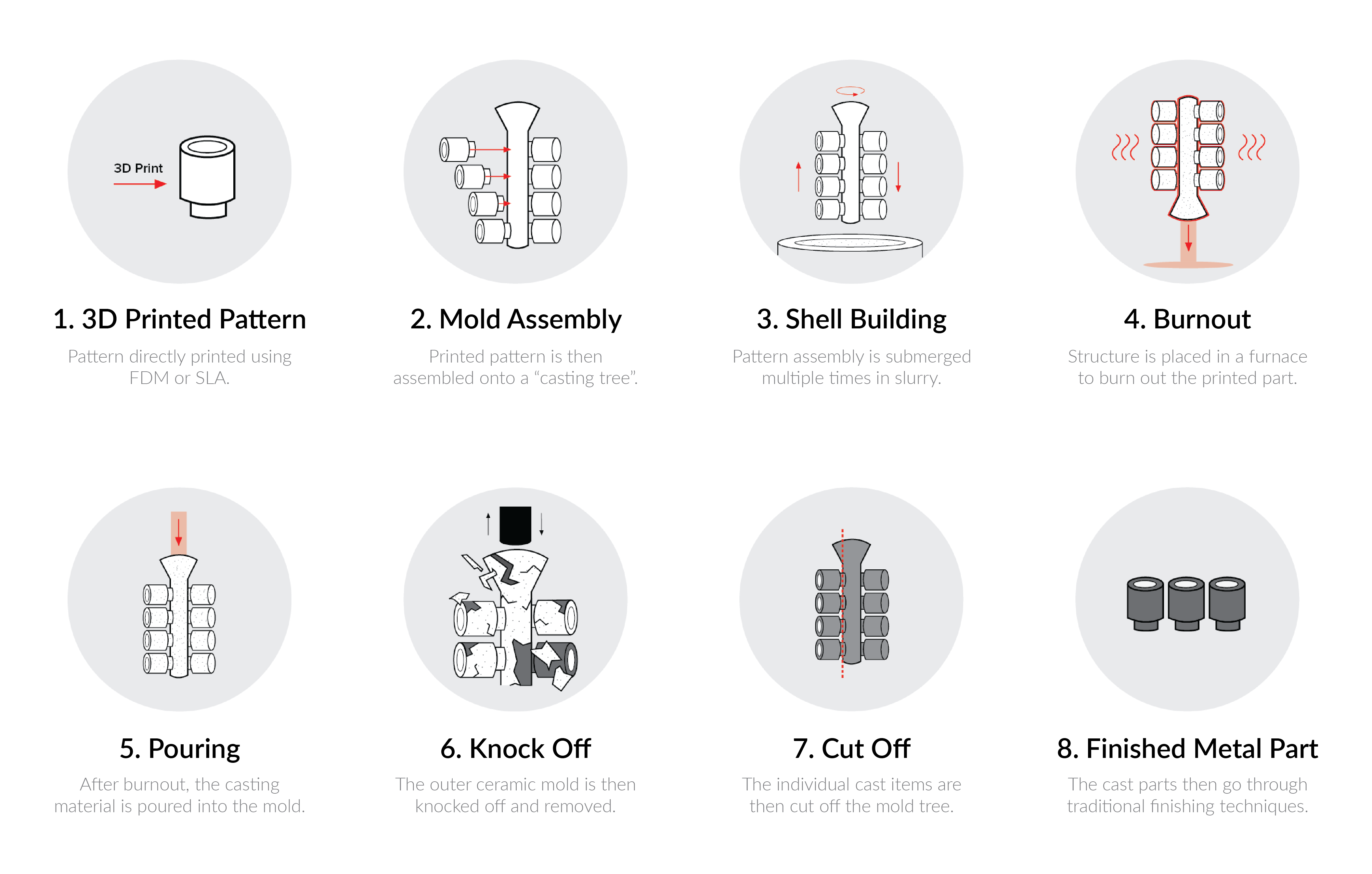
The investment casting process traditionally uses wax patterns to produce molds for casting, as it has a very clean burn-out with no residues. The image below presents the process.
For low-run investment casting, patterns are traditionally machined from a wax block via CNC. Alternatively, for larger series, a die is machined and the patterns are created by casting the wax using the die. Tooling is a very expensive investment with production of the dies often taking a very long time (2 - 6 weeks).
3D printing is now regularly used in conjunction with a range of investment casting applications to produce patterns from castable materials. Castable 3D prints are commonplace in the dental and jewelry industries and are generally produced via the SLA / DLP printing process. This is a vat-photopolymerization technology that is able to produce parts with a very smooth surface and extremely fine details. The main limitation around SLA is the printer build volume size, or the high cost involved for larger patterns. For larger metal parts, castable FDM offers a cost effective, rapid solution.

For larger metal parts, castable FDM offers a cost effective, rapid solution.
For larger parts, creating patterns via SLA no longer becomes feasible due to the high cost of resin and the build volume of most SLA machines. Castable FDM offers a low-cost solution allowing parts to rapidly be printed. FDM is a material extrusion technology. After printing, the surface of the parts are smoothed via micro-droplet polishing resulting in patterns with very smooths surfaces (a requirement for a high quality investment cast).

There are several advantages to using FDM to produce investment casting patterns. These include:

Learn about the advantages and disadvantages of various methods of industrial 3D printing, materials that are commonly used, and more
Read article
Multi Jet Fusion (MJF) is a 3D printing process for building prototyping and end-use parts fast. This article explains how MJF works and its main advantages.
Read article
Rapid prototyping uses 3D computer-aided design (CAD) and manufacturing processes to quickly develop 3D parts or assemblies for research and development and/or product testing.
Read article
In this introduction to Binder Jetting 3D printing, we cover the basic principles of the technology. After reading this article you will understand the fundamental mechanics of the Binder Jetting process and how these relate to its benefits and limitations.
Read article
Learn about the benefits and current state-of-the-art of 3D printing simulations. This article describes why, what and how to use simulations in 3D printing and gives tips to help you get started.
Read article
What 3D printing process is optimal for prototyping? This article explores the best 3D printers for the prototyping phase of product development, including design advice to get the most out of each manufacturing technology.
Read article
What is metal 3D printing? How does this additive technology work? This article covers the basic principles of SLM (selective laser melting) and DMLS (direct metal laser sintering) and how these relate to the key benefits and limitations of 3D printing.
Read article
What is the difference between MJF and SLS 3D printing technology in terms of accuracy, materials, cost and lead times? Here’s how to choose the right additive manufacturing technology for your custom part needs.
Read article
What is Material Jetting 3D printing and how does it work? In this comprehensive intro to this additive process, we explore the main principles of the technology and how to tell if it's the right way to manufacture your custom parts. After reading this article you will understand the fundamental mechanics of the Material Jetting process and how these relate to its benefits and limitations.
Read article
Learn about the basic principles of selective laser sintering, also known as SLS 3D printing. Discover how SLS 3D printing works, the advantages of SLS techniques for rapid prototyping and low-production runs, and the various materials and options available that will suit your part or project.
Read article
Get to know the basics of stereolithography, also known as SLA 3D printing. Find out why the original 3D printing technique is still so popular and cost-effective, learn about how SLA printing works and its parameters and discover which materials and options will best suit your custom part needs.
Read article
Interested in learning the basics of FDM 3D printing? In this article, we explain why this technology is an efficient and cost-effective choice for rapid prototyping and other applications.
Read article
Learn about the advantages and disadvantages of various methods of industrial 3D printing, materials that are commonly used, and more
Read article
Multi Jet Fusion (MJF) is a 3D printing process for building prototyping and end-use parts fast. This article explains how MJF works and its main advantages.
Read article
Rapid prototyping uses 3D computer-aided design (CAD) and manufacturing processes to quickly develop 3D parts or assemblies for research and development and/or product testing.
Read article
In this introduction to Binder Jetting 3D printing, we cover the basic principles of the technology. After reading this article you will understand the fundamental mechanics of the Binder Jetting process and how these relate to its benefits and limitations.
Read article
Learn about the benefits and current state-of-the-art of 3D printing simulations. This article describes why, what and how to use simulations in 3D printing and gives tips to help you get started.
Read article
What 3D printing process is optimal for prototyping? This article explores the best 3D printers for the prototyping phase of product development, including design advice to get the most out of each manufacturing technology.
Read article
What is metal 3D printing? How does this additive technology work? This article covers the basic principles of SLM (selective laser melting) and DMLS (direct metal laser sintering) and how these relate to the key benefits and limitations of 3D printing.
Read article
What is the difference between MJF and SLS 3D printing technology in terms of accuracy, materials, cost and lead times? Here’s how to choose the right additive manufacturing technology for your custom part needs.
Read article
What is Material Jetting 3D printing and how does it work? In this comprehensive intro to this additive process, we explore the main principles of the technology and how to tell if it's the right way to manufacture your custom parts. After reading this article you will understand the fundamental mechanics of the Material Jetting process and how these relate to its benefits and limitations.
Read article
Learn about the basic principles of selective laser sintering, also known as SLS 3D printing. Discover how SLS 3D printing works, the advantages of SLS techniques for rapid prototyping and low-production runs, and the various materials and options available that will suit your part or project.
Read article
Get to know the basics of stereolithography, also known as SLA 3D printing. Find out why the original 3D printing technique is still so popular and cost-effective, learn about how SLA printing works and its parameters and discover which materials and options will best suit your custom part needs.
Read article
Interested in learning the basics of FDM 3D printing? In this article, we explain why this technology is an efficient and cost-effective choice for rapid prototyping and other applications.
Read article