Sharp internal corners are something of a nightmare for CNC machinists. End mills and drills—the two most common CNC machining cutting tools—are cylindrical and have a limited cutting length, and cylindrical tools will always create a radius when cutting an internal pocket.
The geometry of the tool determines the radii on the part. Parts produced using CNC machines will always have at least a small radius, which will make designs with sharp corners much trickier to manufacture. There are methods of machining sharp corners, but they’re quite expensive, so we only recommend keeping them in your design if they're absolutely critical (and worth the extra production costs).
This article explores why sharp corners are challenging for CNC machines and what to do if your design can’t live without them.
Why are sharp corners an issue in CNC machining?
The radius of the tooling a machinist uses during the CNC process will determine what corner radii are possible. It will also directly affect the quality of parts coming off the machine and how long they take to produce.
Technically, the minimum internal sharp corner radius obtainable with CNC equals the radius of the cutting tool. So, if you’re trying to get a pristinely sharp corner, your tool would need a 90-degree path, and CNC tools aren’t built that way.
If you try this anyway, you’ll need to stop the machine and pivot the workpiece. This will raise the possibility of creating chatter marks from the increased vibration of the tool, slowing down the machining process and resulting in a poorly manufactured part.
How do you solve the sharp corner problem for CNC machinists?
There are many ways to tackle the sharp corner problem, ranging from adding fillets to switching up the kinds of technologies you use to manufacture your custom parts.
When and how to add a corner radius (or fillet)
The first solution to tackle the internal sharp corners problem is to increase the radius of your part’s corners. Bigger tools produce larger corner radii but run faster, which decreases the time it takes for the part to be machined. However, you may end up with rougher surfaces.
The depth of pockets is also linked to the tool radius. This is due to the fact that milling with a smaller diameter tool on pockets that are too deep may cause vibrations that result in chatter marks and fatigue on the tool itself.
As a rule of thumb, the radii at the corners should be at least 1/3 of the depth of the cavity. The cavity's depth should be up to two to three times the cutter's diameter. It’s important to note that while this process is relatively simple, it can be very costly.
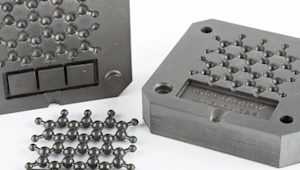
When and how to use T-bone and dogbone fillets
When parts need to be assembled, rounded internal corners may cause problems in the fitting. This is where dogbone and T-bone fillets come in handy.
T-bone fillets
A simple T-bone fillet extends the corner in just one direction. The cutter extends the corner of its tool radius, allowing a mating component to have a sharp corner.
Dogbone fillets
As the name suggests, dog-bone fillets look like canine chew toys.
With dogbone fillets, the corner is extended in two directions, allowing a mating part to perfectly match even if it has a sharp corner. This helps to balance the removed material on either side of the corner, resulting in an overall stronger corner. It’s a simple and viable solution, however, it does remove more material than is necessary.
The most elegant (and least noticeable solution) is to center a two-directional dogbone at a distance √(R² / 2) from the corner itself. This allows the full area occupied by the corner to be machined, without removing an unnecessary amount of material.
When and how to use EDM (electrical discharge machining)
Electrical discharge machining, also known as spark machining or arc machining, is a unique manufacturing process that removes material from a workpiece using a series of recurring electrical discharges. Current flows between two electrodes (separated by a dielectric liquid), which removes material from the workpiece to create specific part dimensions.
There are two different types of EDM:
-
Wire EDM: A thin single-strand metal wire, usually brass, is fed through the workpiece and submerged in a tank of dielectric fluid, typically deionized water. When cutting sharp corners, the wire stays inside the radius, causing a slight overcut.
-
Sinker EDM (or ram EDM): This consists of an electrode and workpiece submerged in an insulating liquid such as oil or other dielectric fluids. The electrode and workpiece are connected to a suitable power supply, which generates an electrical potential between the two parts. As the electrode approaches the workpiece, dielectric breakdown occurs in the fluid, forming a plasma channel for small sparks to jump.
Advantages of EDM:
-
Ability to machine complex shapes
-
Material hardness does not affect the process
-
Internal contours and internal corners down to R0.02 mm
-
No direct contact between the tool and the workpiece, so delicate sections and weak materials can be machined without perceivable distortion
Disadvantages of EDM:
-
The slow rate of material removal
-
Only able to machine conductive materials
-
The additional time and cost used for creating electrodes for ram/sinker EDM
-
Power consumption is high
-
Challenging for machinists and quite expensive
-
Surface texture ends up being quite rough, so post-processing is needed for any area that’s been machined this way
If you're not sure whether the corners in your design will raise any red flags in the DFM process, or want to double-check your parts and drawings before creating a quote, contact networksales@protolabs.com.